About Additive Manufacturing
Material Extrusion
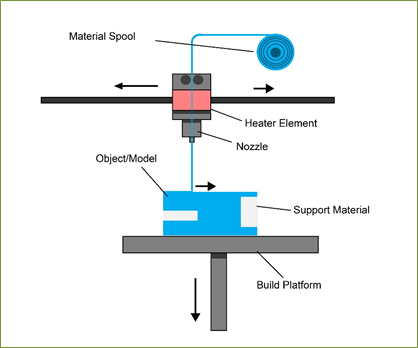
Fuse deposition modelling (FDM) is a common material extrusion process and is trademarked by the company Stratasys. Material is drawn through a nozzle, where it is heated and is then deposited layer by layer. The nozzle can move horizontally and a platform moves up and down vertically after each new layer is deposited. It is a commonly used technique used on many inexpensive, domestic and hobby 3D printers.
The process has many factors that influence the final model quality but has great potential and viability when these factors are controlled successfully. Whilst FDM is similar to all other 3D printing processes, as it builds layer by layer, it varies in the fact that material is added through a nozzle under constant pressure and in a continuous stream. This pressure must be kept steady and at a constant speed to enable accurate results (Gibson et al., 2010). Material layers can be bonded by temperature control or through the use of chemical agents. Material is often added to the machine in spool form as shown in the diagram.
Material Extrusion – Step by Step
- First layer is built as nozzle deposits material where required onto the cross sectional area of first object slice.
- The following layers are added on top of previous layers.
- Layers are fused together upon deposition as the material is in a melted state.
Technical Info
Advantages of the material extrusion process include use of readily available ABS plastic, which can produce models with good structural properties, close to a final production model. In low volume cases, this can be a more economical method than using injection moulding. However, the process requires many factors to control in order to achieve a high quality finish. The nozzle which deposits material will always have a radius, as it is not possible to make a perfectly square nozzle and this will affect the final quality of the printed object (Chua et al., 2010).Accuracy and speed are low when compared to other processes and the quality of the final model is limited to material nozzle thickness (Krar et al., 2003).
When using the process for components where a high tolerance must be achieved, gravity and surface tension must be accounted for (Gibson et al., 2010). Typical layer thickness varies from 0.178 mm – 0.356 mm (Chua et al., 2010).
One method of post processing to improve the visual appearance of models is through improving material transmissivity. Methods have been explored by Ahn et all, include increasing temperature and the use of resin. Experiments using cyamo acrylate resin, often used to improve the strength of parts, resulted in a 5% increase in transmissivity after 30 seconds and sanding (Ahn, 2004). As with most heat related post processing processes, shrink- age is likely to occur and must be taken into account if a high tolerance is required.
Machine Example:
|
Machine |
Area |
Layer Thickness |
Built Volume |
|
Insstek MX3 |
1000 x 800 x 650 mm |
Al, Cobalt, Copper and Nickel alloys |
520l |
Materials
The Material Extrusion process uses polyers and plastics.
Polymers: ABS, Nylon, PC, PC, AB
Pros / Cons
Advantages:
- Widespread and inexpensive process
- ABS plastic can be used, which has good structural properties and is easily accessible
Disadvantages:
- The nozzle radius limits and reduces the final quality
- Accuracy and speed are low when compared to other processes and accuracy of the final model is limited to material nozzle thickness
- Constant pressure of material is required in order to increase quality of finish