About Additive Manufacturing
VAT Photopolymerisation

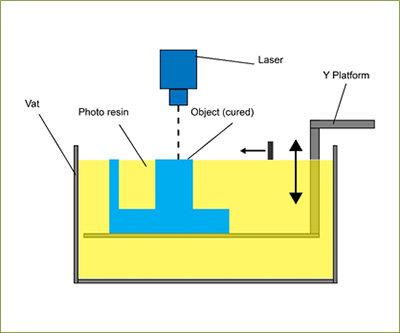
Vat polymerisation uses a vat of liquid photopolymer resin, out of which the model is constructed layer by layer. An ultraviolet (UV) light is used to cure or harden the resin where required, whilst a platform moves the object being made downwards after each new layer is cured.
As the process uses liquid to form objects, there is no structural support from the material during the build phase., unlike powder based methods, where support is given from the unbound material. In this case, support structures will often need to be added. Resins are cured using a process of photo polymerisation (Gibson et al., 2010) or UV light, where the light is directed across the surface of the resin with the use of motor controlled mirrors (Grenda, 2009). Where the resin comes in contact with the light, it cures or hardens.
Photopolymerisation – Step by Step
- The build platform is lowered from the top of the resin vat downwards by the layer thickness.
- A UV light cures the resin layer by layer. The platform continues to move downwards and additional layers are built on top of the previous.
- Some machines use a blade which moves between layers in order to provide a smooth resin base to build the next layer on.
- After completion, the vat is drained of resin and the object removed.
Technical Info
The SLA process has a high level of accuracy and good finish (Chua et al., 2010) but often requires support structures and post curing for the part to be strong enough for structural use. The process of photo polymerisation can be achieved
using a single laser and optics. Blades or recoating blades (Gibson et al., 2003) pass over previous layers to ensure that there are no defects in the resin for the construction of the next layer. The photo-polymerisation process and support material may have likely caused defects such as air gaps, which need to be filled with resin in order to achieve a high quality model. Typical layer thickness for the process is 0.025 – 0.5mm (Chua et al., 2010).
Post Processing: Parts must be removed from the resin and any excess resin fully drained from the vat. Supports can be removed using a knife or sharp implement. Care must be taken not to contaminate the resin and the appropriate safety precautions must be taken. Methods for removing resin and supports include the use of an alcohol rinse followed by a water rinse. The processing may be lengthy as parts may require additional scrubbing to remove material fully. Finally, parts can be dried naturally or by using an air hose. UV light is often used as well, for a final post cure process to ensure a high quality object.
Machine Example:
|
Machine |
Max part weight |
Buil area |
|
3D Systems ProX 950 |
450kg |
1500 mm x 750 mm x 550 mm |
Materials
The Vat polymerisation process uses Plastics and Polymers.
Polymers: UV-curable Photopolymer resin
Resins: Visijet range (3D systems)
Pros / Cons
Advantages:
- High level of accuracy and good finish
- Relatively quick process
- Typically large build areas: objet 1000: 1000 x 800 x 500 and max model weight of 200 kg
Disadvantages:
- Relatively expensive
- Lengthly post processing time and reomval from resin
- Limited material use of photo-resins
- Often requires support structures and post curing for parts to be strong enough for structural use